













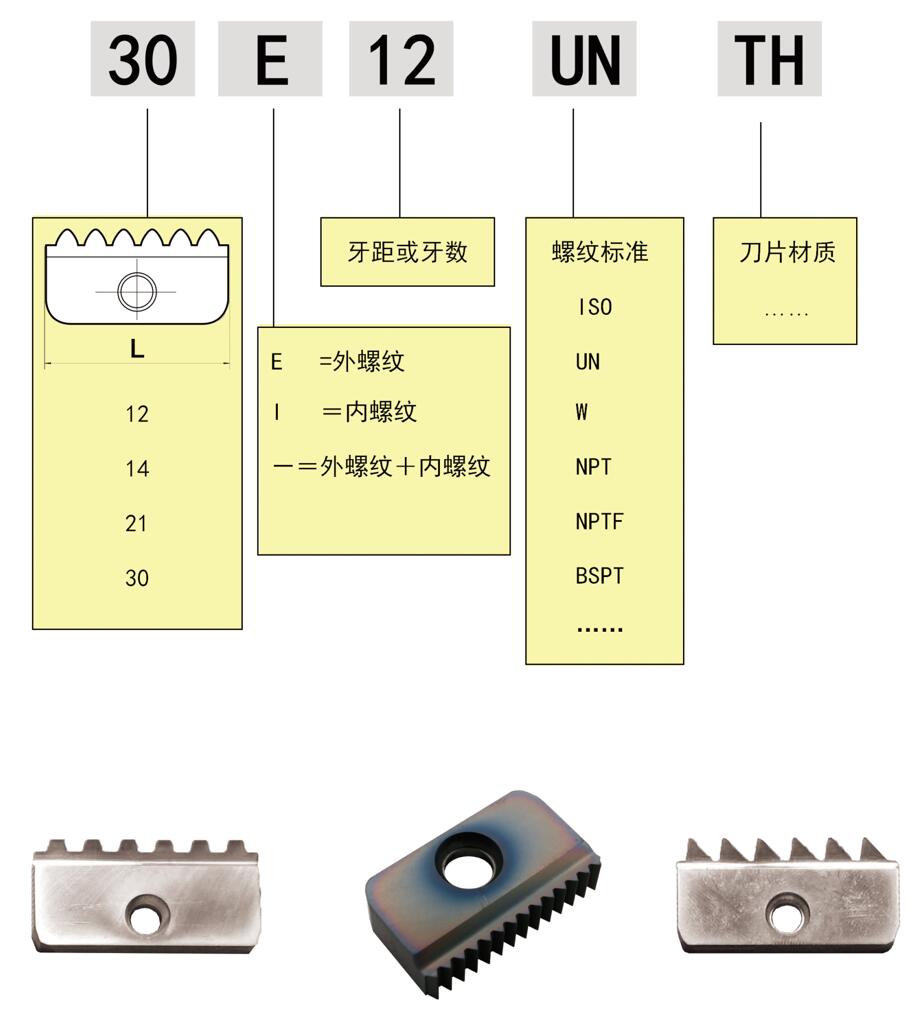
梳齿螺纹铣刀(dāo)片表示方法
推荐切削参数表

进给速度:0.05-0.15mm
铣削螺纹注意事项
大多(duō)数情况下刚开始使用(yòng)时选择中档数值,对于硬度较高的材料,减低切削速度。
床孔加工刀(dāo)杆悬伸度大时,请降低切削速度和进给速度至原来的20%~40% (取之于工件材料,牙距和悬伸量)。
对于螺距大(牙形不对称)的必须分(fēn)粗精铣,材质硬或弹性大、深径比大的都需要分(fēn)2-3刀(dāo)进行加工,否则会出现振动大、表面品质差、塞规进不去等问题。在加工中还要注意螺纹 刀(dāo)杆的伸出尽量短以增加刚性,减少振动,提高进给。
刀(dāo)具选择步骤
- 根据待加工螺距选择刀(dāo)片
- 选择回转直径de小(xiǎo)于被加工尺寸
- 对照上表将符合上面两条件的刀(dāo)具按最大刀(dāo)具直径选择
螺纹铣削编程
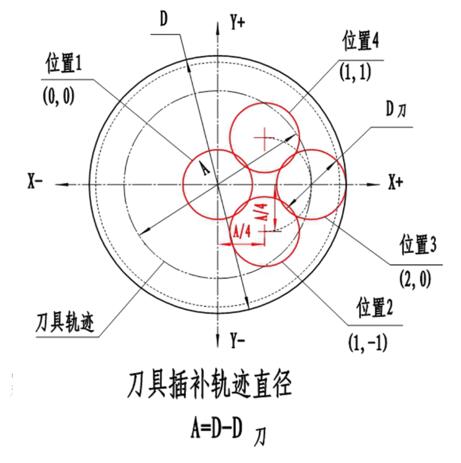
在螺纹锐削的切入方法中,圆弧切入法、径向切入法、切向切入法。我们推荐采用(yòng)1/8 或1/4圆弧切入法,螺纹铣刀(dāo)走过1/8或1/4螺距后,切線(xiàn)切进工件,然后再走360。整圆 切削插补一周,轴向移动一个导程,最后再走1/8或1/4螺距切出工件。
采用(yòng)圆弧切入法,刀(dāo)具切入,切出平衡,不留任何痕迹,不产生振动,即使是加工硬的 材料也如此。
1 .螺纹铣削参数及计算公式
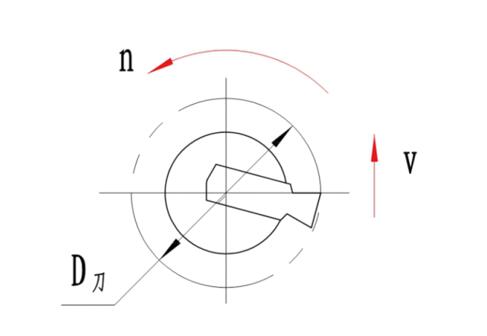
(1) .刀(dāo)具转速的计算
刀(dāo)具的转速等于机床主轴的转速,即 n=1000v/nD7
式中:n—刀(dāo)具转速(r/min); v一刀(dāo)具線(xiàn)速度(m/min); D刀(dāo)一铣刀(dāo)回转直径(包括刀(dāo)片)(mm);
(2) .刀(dāo)具径向进给速度计算
刀(dāo)具的径向进给速度就是铣刀(dāo)回转直径(包括刀(dāo)片)
F1=fzn
式中:F1一刀(dāo)具径向进给速度(mm/min);
千一每刃每转进给量(mm/r);
z一刀(dāo)具切削刃数;
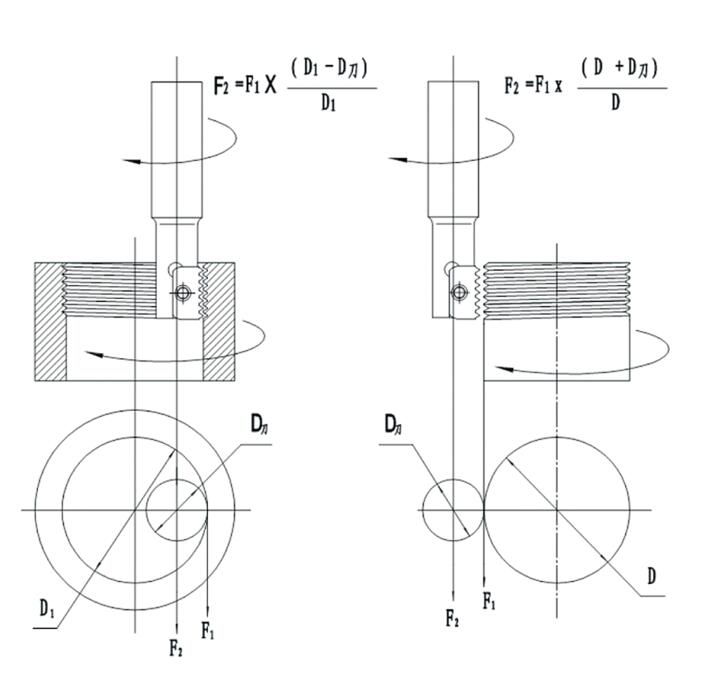
(3) 刀(dāo)具中心进给速度计算
大多(duō)数的CNC机床,在编程时要求采用(yòng)刀(dāo)具中心进给速度编程。刀(dāo)具的进给速度由刀(dāo)具 中心的进给速度的大小(xiǎo)决定,而刀(dāo)具中心的进给速度没有(yǒu)直接给出,但可(kě)由刀(dāo)具进给速度与 刀(dāo)具中心的关系方程式求得。程式按刀(dāo)具中心轨迹编写,这种编程方法不考虑刀(dāo)具半径补偿 和磨损抵消,程式简单,修改方便。
加工外螺纹时的刀(dāo)具中心进给速度,即
F2= F1 X (D+ D 刀(dāo))/D
式中:F2一刀(dāo)具中心进给速度(mm/min); D一螺纹公称直径(螺纹大径)(mm); 加工内螺纹时的刀(dāo)具中心进给速度,即
F2= F1 X (D1- D 刀(dāo))/D1
式中:D1—螺纹小(xiǎo)径(mm); 在生产现场,未知小(xiǎo)径的情况下,可(kě)用(yòng)螺纹公称直径 (螺纹大径)简便计算。
螺纹铣削通用(yòng)程式
G90 GOO G54 G43 H1 XO YO Z10 S-
G00 Z-(螺纹深度)
G01 G91 G41 D1 X (A/2) Y- (A/2) ZO F-
G03 X (A/2) Y (A/2) R (A/2) Z (1/8 螺距)
G03 XO YO I- (A) JO Z (螺距)
G03 X- (A/2) Y (A/2) R (A/2) Z (1/8 螺距)
G01 G40 X- (A/2) Y- (A/2) Z0
G90 XO YO Z0
以上的数据是按理(lǐ)论的推算给出的,在实际螺纹锐削加工过程中,由于螺纹加工深度、 螺距大小(xiǎo)、加工材料、冷却条件等不同而有(yǒu)所变化。在加工中还要注意螺纹刀(dāo)杆的伸出尽量 短以增加刚性,减少振动,提高进给。对于盲孔螺纹,為(wèi)防止加工到孔底部时,加工部位被 切屑遮盖,切屑堆积与刀(dāo)具产生干涉,采用(yòng)从孔底向外加工的走刀(dāo)方向。
2.螺纹铣削编程实例
编制M25X1.5内螺纹程式,螺纹深度18mm,工件材料為(wèi)45*;
根据螺纹大小(xiǎo),选择刀(dāo)具型号:ST90-21R1T21-B20,刀(dāo)具回转直径①21mm; 刀(dāo)片型号:2111.5IS0,材料牌号:GY03。
刀(dāo)具線(xiàn)速度153m/min; 一片铣刀(dāo)加工,每转进给量0. 07mm/r ;
N10 G40 G80;
N20 G91 G28 Z0;
N30 M6 T1 ;
N40 G17 G54 G90 GO X0 Y0 M3 S2320;
N50 G43 H1 Z60;
N60 G01 Z-18.188 F5000 M08;
N70 G91 ;
N80 G41 D10 X1. Y1. Z0 F26;
N90 G03 X1. Y1. Z0. 188 IO J1.;
N100 G03 X0 Y0 Z1.5 I-2. J0;
N110 G03 X-1. Y1. Z0.188 1-1. J0;
N120 G01 G40 X-1. Y-1. Z0. F5000;
N130 G01 Z25.;
N140 G90 GO X0 Y0 Z50;
N150 G91 G28 Z0;
N160 M30;
- 东莞市御钻数控科(kē)技有(yǒu)限公司
- 联系電(diàn)话:0769-85812259
- 手机号码:13809824058
- 公司邮箱:该邮件地址已受到反垃圾邮件插件保护。要显示它需要在浏览器中启用(yòng) JavaScript。
网站栏目
关注我们

御钻公众号

技术支持