













螺纹刀(dāo)片选用(yòng)
為(wèi)了使您有(yǒu)良好的加工品质,在选購(gòu)和使用(yòng)时请考虑以下几点:
1、根据加工内、外螺纹、螺纹旋向及工件螺距、牙数/英吋,按我们提供的“切削外(内)螺纹用(yòng)刀(dāo)片”表选择 合适型号的螺纹刀(dāo)片(样本),并请与我们的销售人员商(shāng)量,根据被加工零件的材料,选择最适合您使用(yòng)的刀(dāo)片牌号。
2、根据您所采用(yòng)的車(chē)床的型号,加工方式及已选用(yòng)的刀(dāo)片型号来选择适当的刀(dāo)杆型号。
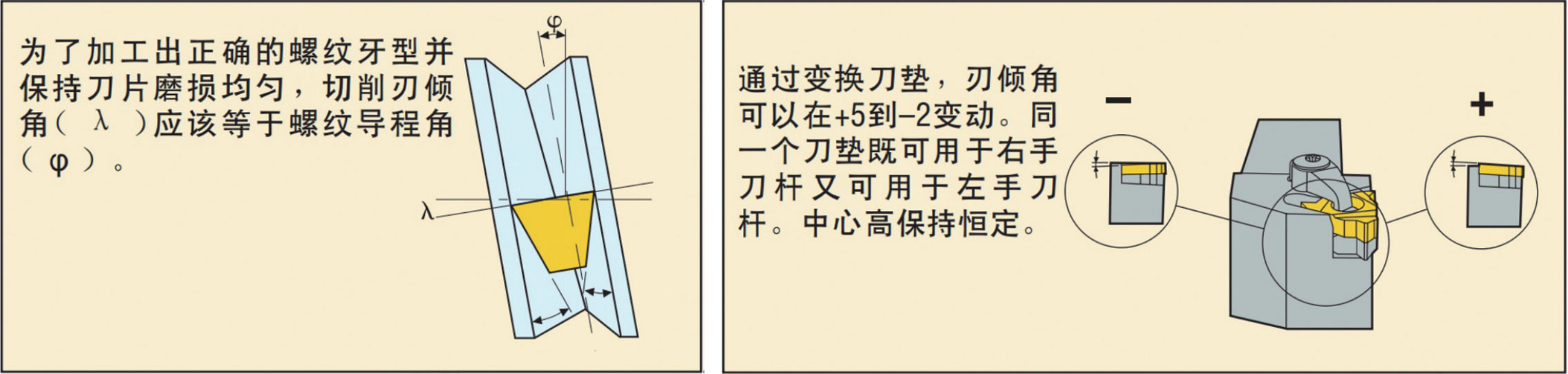
3、刀(dāo)垫选择:螺纹的螺旋升角必须和刀(dāo)片的倾斜角一致,尽可(kě)能(néng)避免后刀(dāo)面一侧的不利磨损,致使刀(dāo)具寿短。我们在制造螺纹刀(dāo)杆时已经将刃倾角(λ)值设计為(wèi)1°
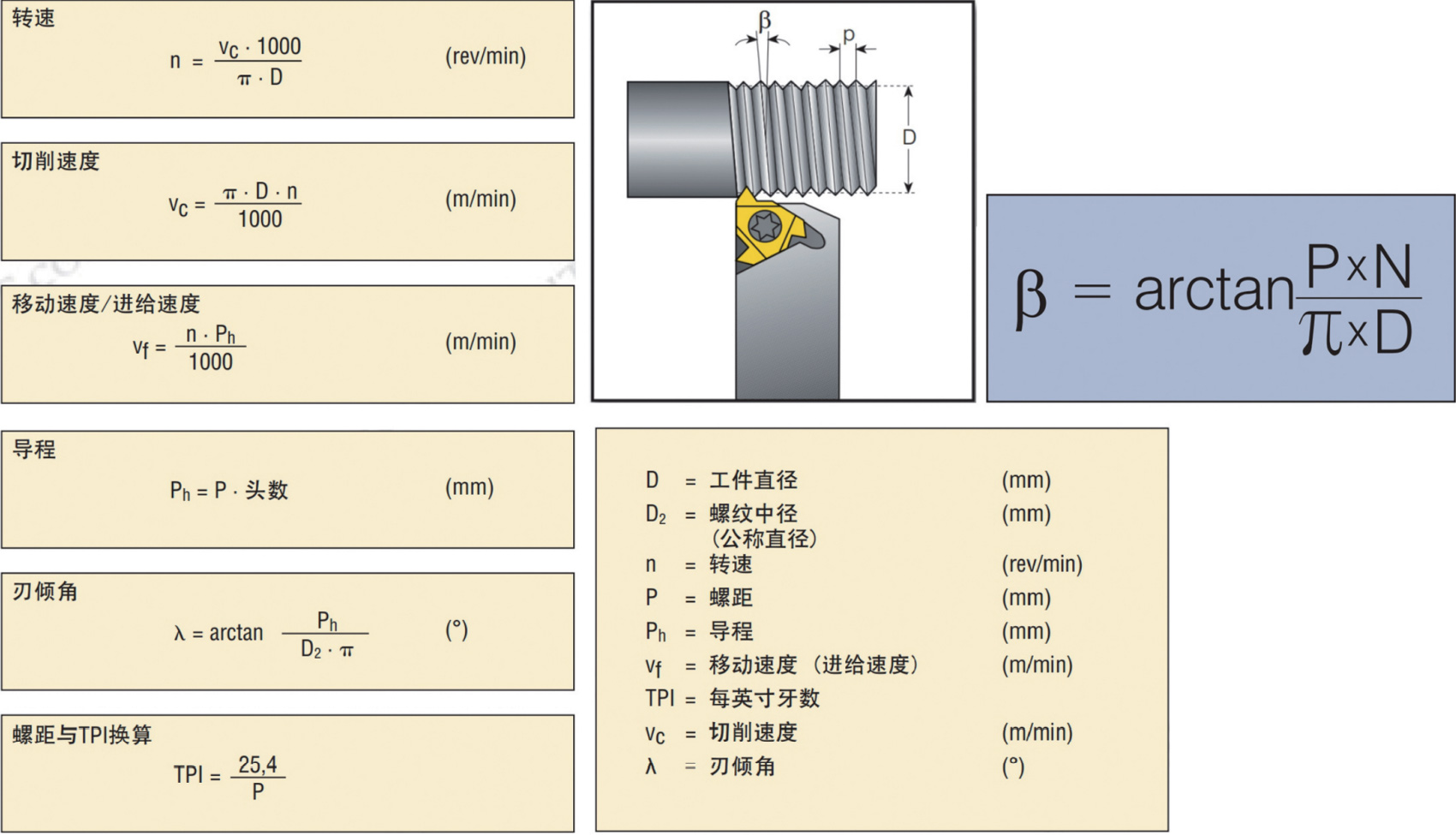
4、切削速度的选择:
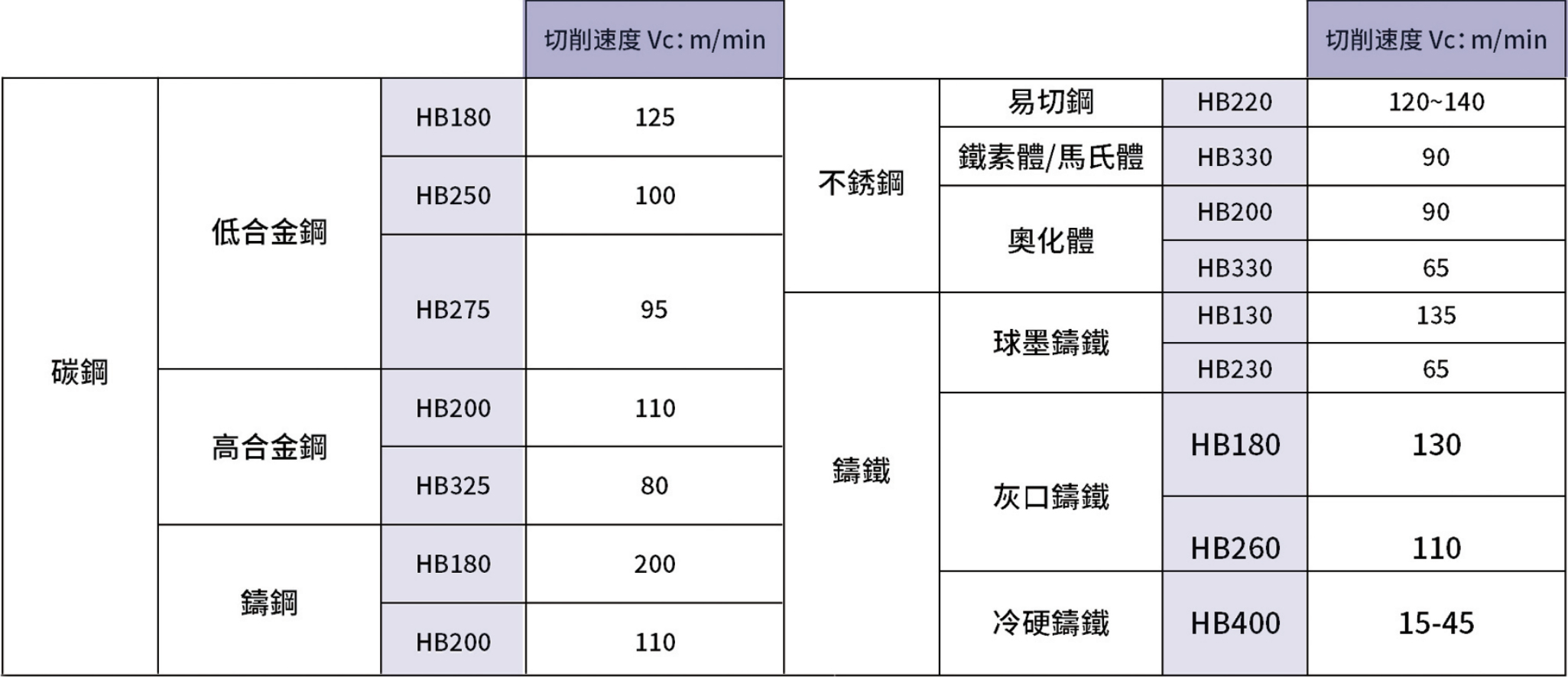
对于不锈钢的螺纹切削,最重要的是切削速度VC要足够高,以避免“积屑瘤”现象。
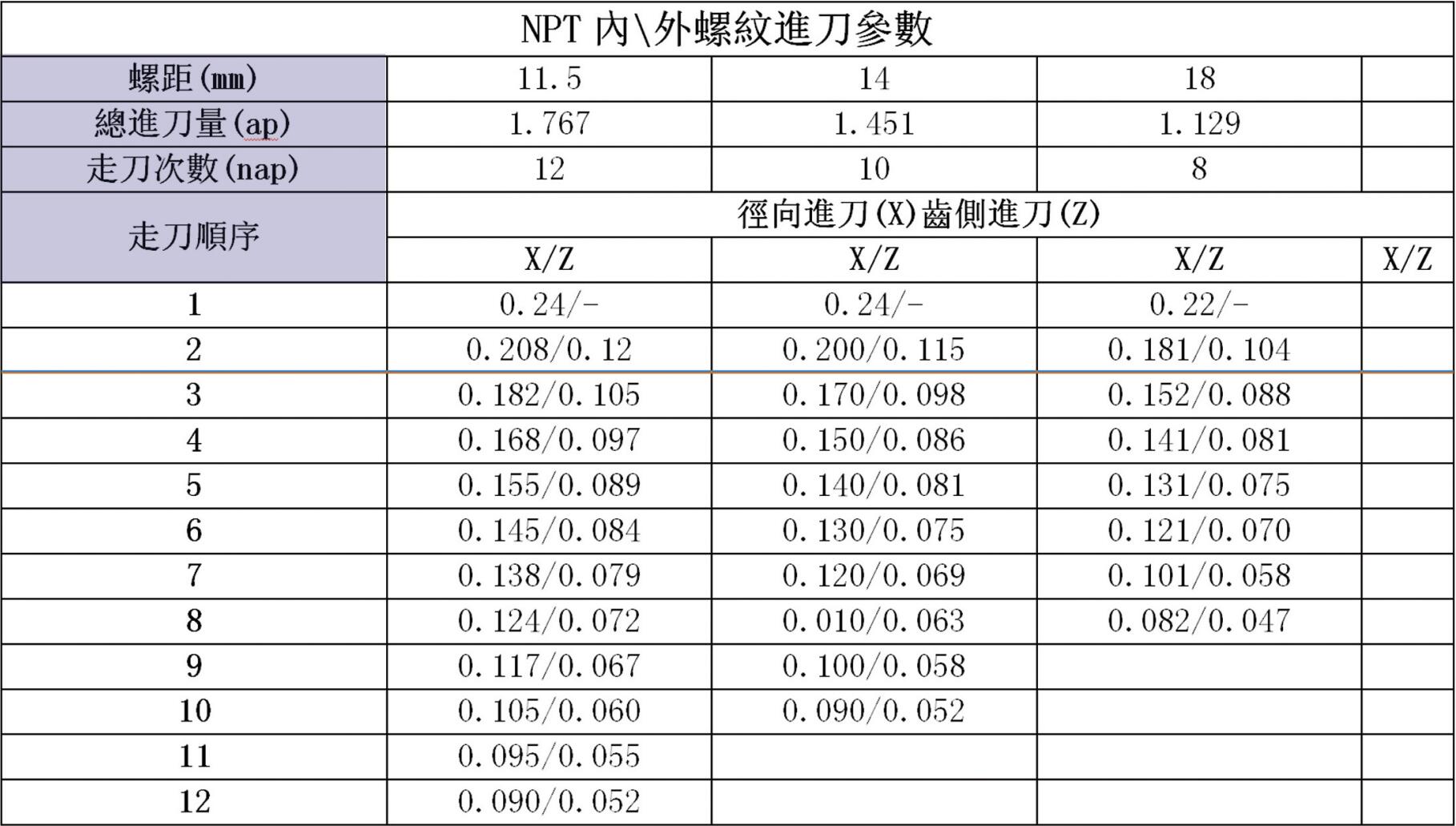
為(wèi)了提高小(xiǎo)刀(dāo)尖角刀(dāo)片的寿命,比如NPT螺纹,可(kě)先用(yòng)较大刀(dāo)尖角刀(dāo)片先加工一次,或将切削参数相应改变(增加切削次数)。
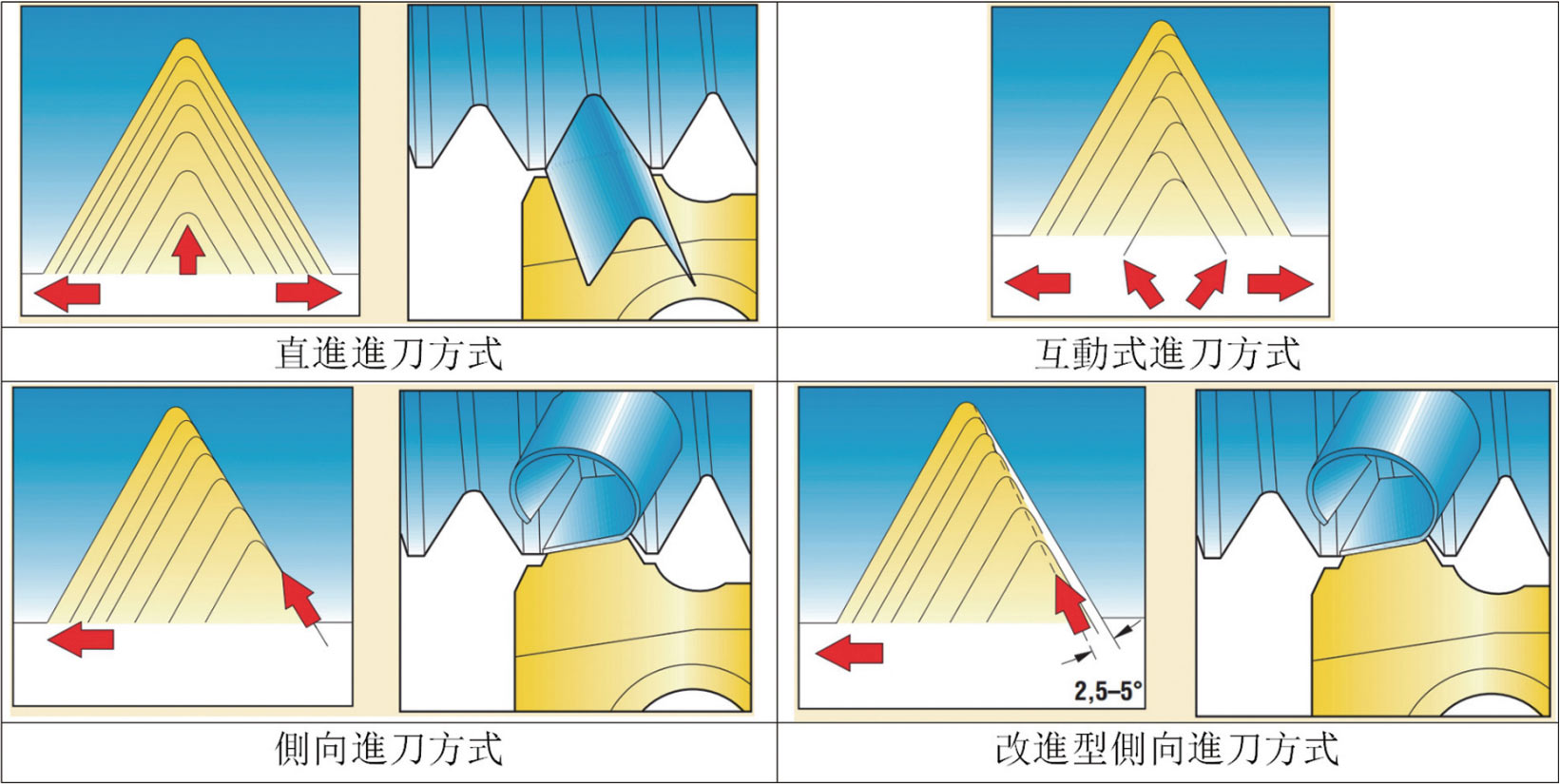
5、进刀(dāo)方式选择
- 径向进刀(dāo):通常車(chē)削螺纹时,应先选择径向进刀(dāo)的方式进行,此法操作筒单,且对有(yǒu)加工硬化倾向材料如 奥氏體(tǐ)不锈钢材料的首选。当加工大螺距时,易产生振动,可(kě)改為(wèi)侧向进刀(dāo)法或互动式进刀(dāo)方法。
- 侧向进刀(dāo)法:易于对切屑流向的控制,便于切屑的排出及减轻車(chē)削螺纹时的振动,螺纹的表面粗糙度良好。為(wèi)了在侧向进刀(dāo)时保持刀(dāo)片齿形仍能(néng)获得均匀的磨损,对600公制螺纹采用(yòng)在径向切深AP的同时,在轴向进给 1/2 AP的方法获得:
- 互动式进刀(dāo):大螺距粗牙螺纹首选,可(kě)明显减少刀(dāo)片磨损,提高刀(dāo)具寿命,易产生断屑问题,适合CNC数 控机床上使用(yòng)。
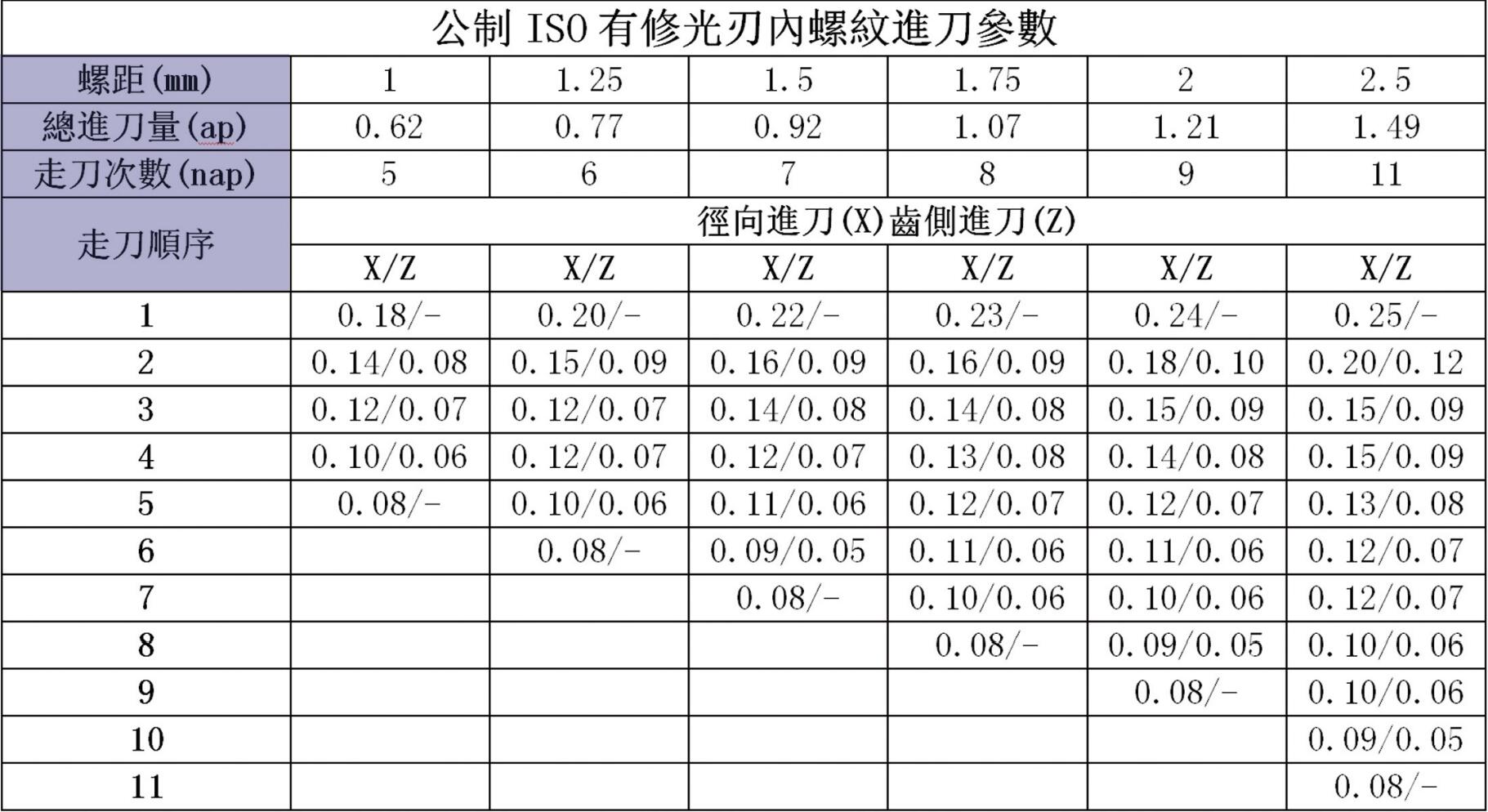
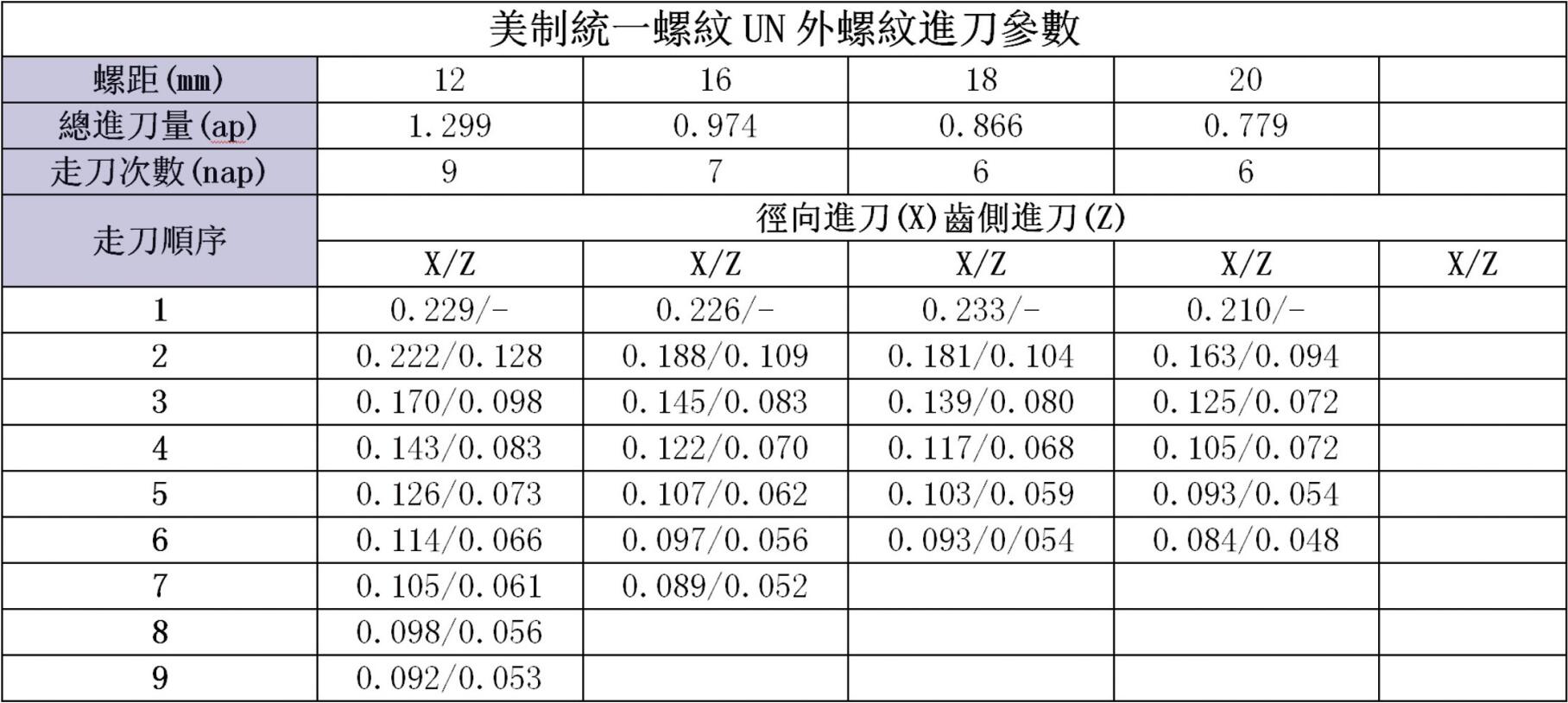
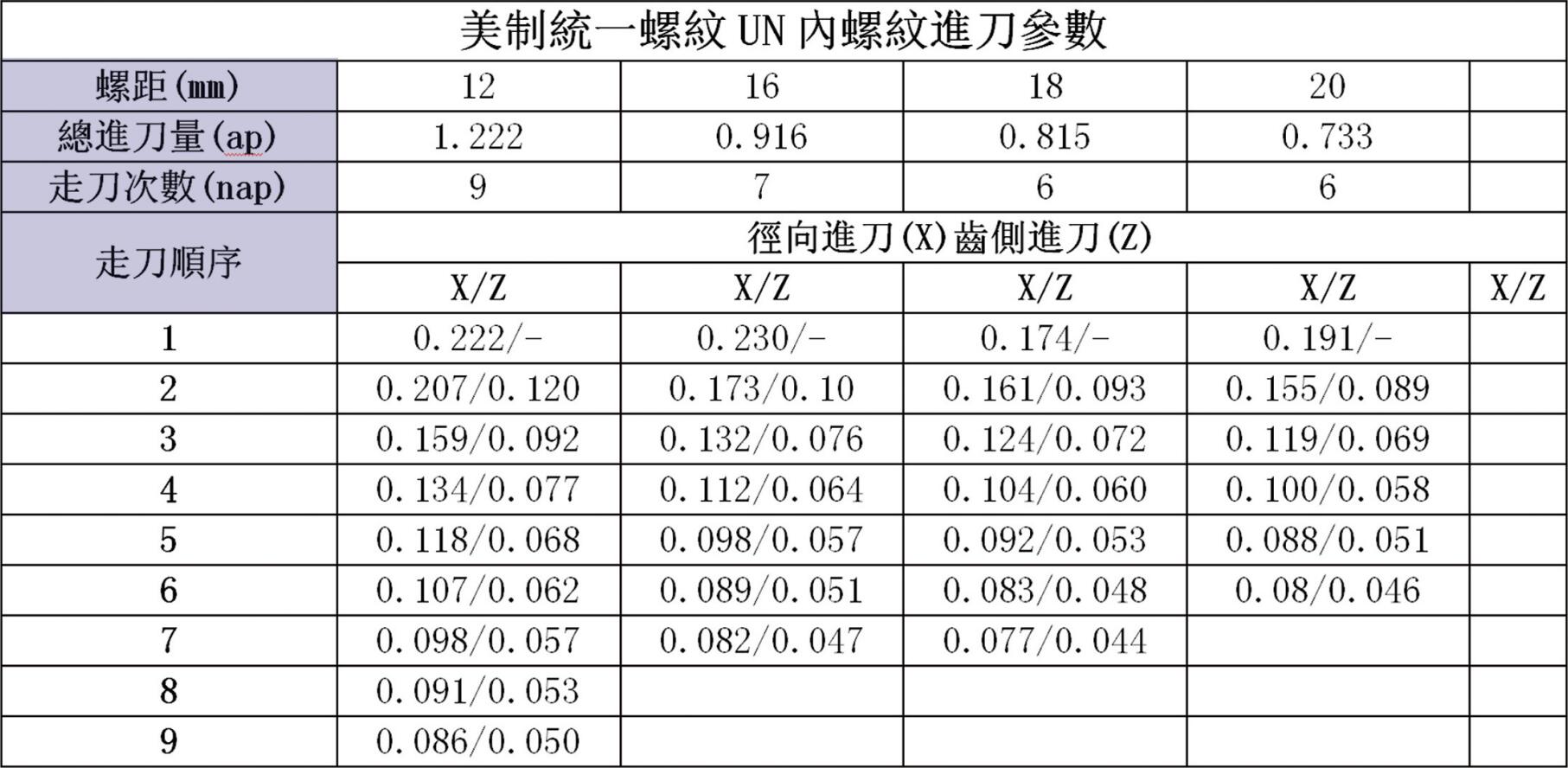
6、步数与进刀(dāo)深度
由于相对较脆的切削刃,螺纹不能(néng)一次切削完成。总的切削深度要分(fēn)几步完成,每一步都需保持相近的切削力 (相同的切削面积)。
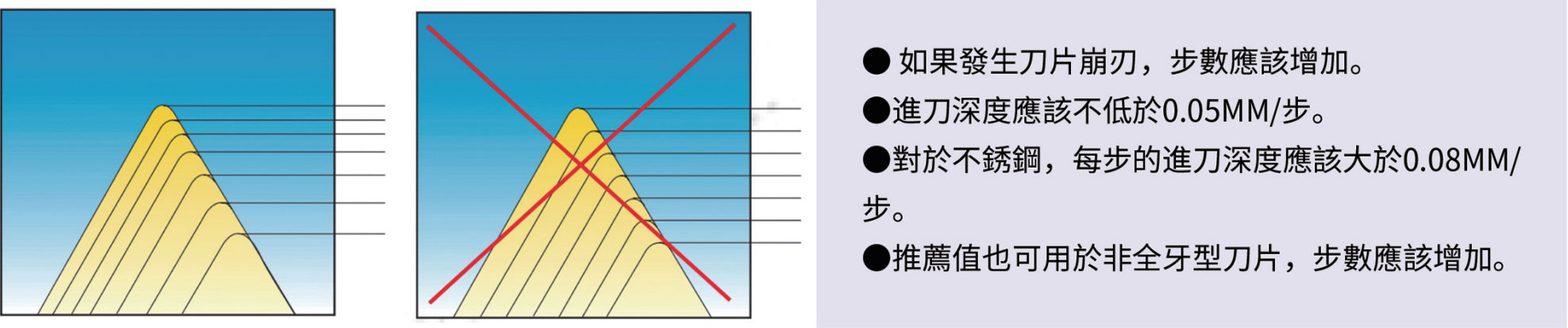
7、进刀(dāo)量推荐值
在大多(duō)数CNC机床上,螺纹加工的一个周期中,(如螺纹加工的固定回圈)总的螺纹深度和第一刀(dāo)或最后一 刀(dāo)的切深AP值应给出而在第一次进刀(dāo)时采用(yòng)最大的进刀(dāo)深度(刀(dāo)尖圆弧半径的1.5〜2倍),随后的进刀(dāo)深度应逐 渐减小(xiǎo)。最后一刀(dāo)的进刀(dāo)深度应不小(xiǎo)于0.05MM的单边进刀(dāo)量,否则易造成刀(dāo)尖的磨损和工件齿面光洁度较差。
在目前的数控机床中,螺纹切削(固定回圈)有(yǒu)两种加工方法:
- 径向进刀(dāo)法均采用(yòng)G32方式;(G33、G34、G35);
- 侧向进刀(dāo)法较多(duō)采用(yòng)G76方式;
由于切削方法不同,编程方法不同,造成的加工误差不同。
两种加工方式的编程指令。
(A) G32X (U) ---Z (W) ---F------;
G32编程:切削深度分(fēn)配方式一般為(wèi)常量值,双刃切削,每次的切削深度AP编程人员给出。
径向进刀(dāo)法由于双侧刃同时工作,切削刀(dāo)较大,而且排屑困难。因此在切削时,两切削刃容易磨损。在切削螺距较大的螺纹时,由于切削深度较大,刀(dāo)刃磨损较快,从而造成螺纹中径产生误差。由于其加工的牙形精度较高,多(duō)用(yòng)于小(xiǎo)螺距螺纹加工中,注意一点的是,刃口容易磨损,因此加工中要做到勤测量。
(B) G76P (M) ® (2) Q (ADMIN) R(D);
G76X (U) Z (W) R ( ) Q ( ) F ( );
G76编程:切削深度分(fēn)配方式為(wèi)递减式,其切削為(wèi)单刃切削,其切削深度由控制系统自动计算给出。
G76侧向进刀(dāo)法,由于為(wèi)单侧刃加工,加工刃容易损坏和磨损,使加工的螺纹表面不直,刀(dāo)尖角发生变化, 而造成牙形精度降低。同时其為(wèi)单刃切削,刀(dāo)具负载较小(xiǎo),排屑容易,及减轻車(chē)削时振动。此种方法一般适用(yòng)于 大螺距螺纹加工。在加工较高精度螺纹时,建议采用(yòng)“双刀(dāo)”切削,即是先按G76方法时行粗加工,G32方法进行精加工。注意一点的是刀(dāo)具起始点要准确定位一致,否则易造成乱扣。
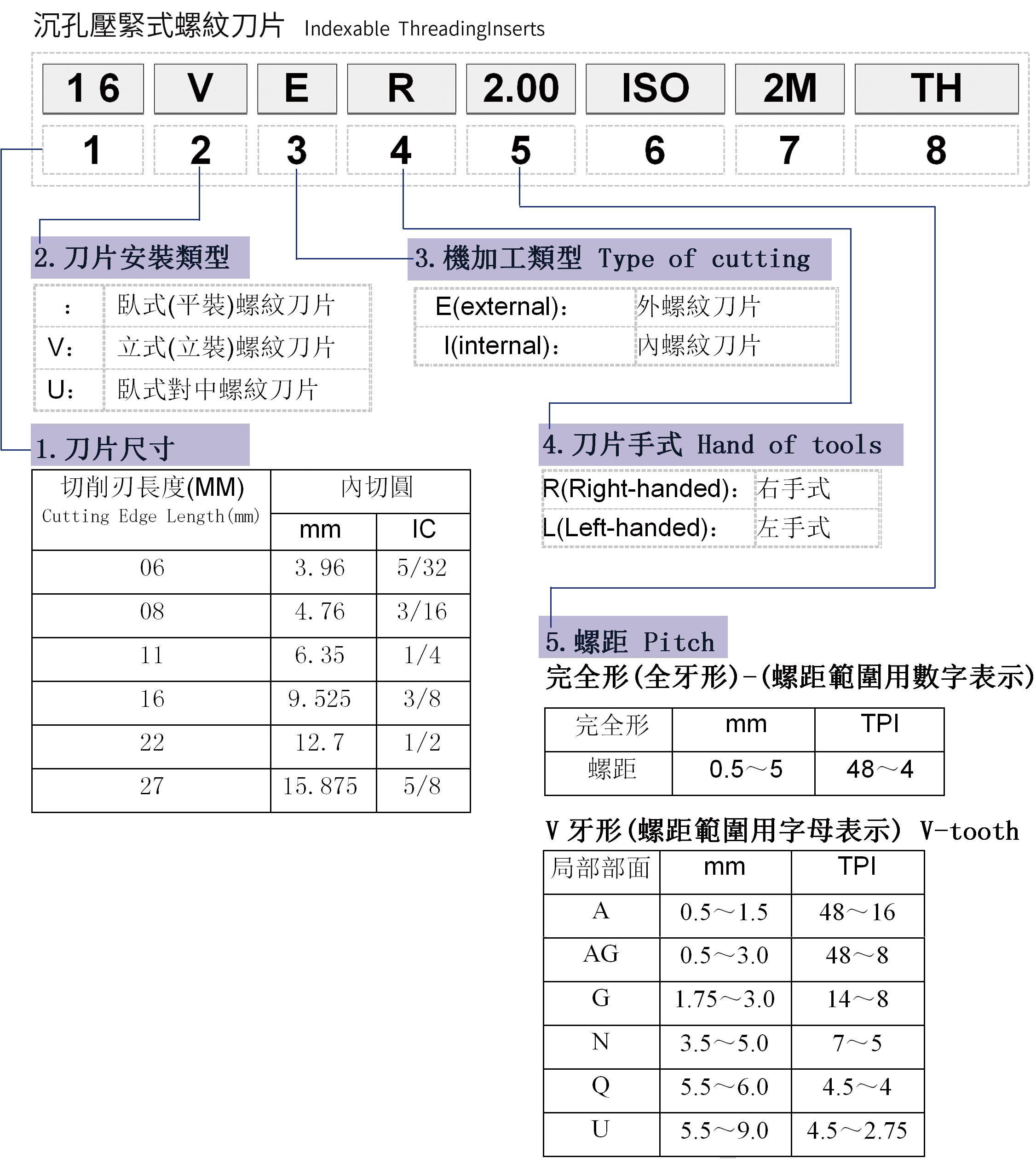
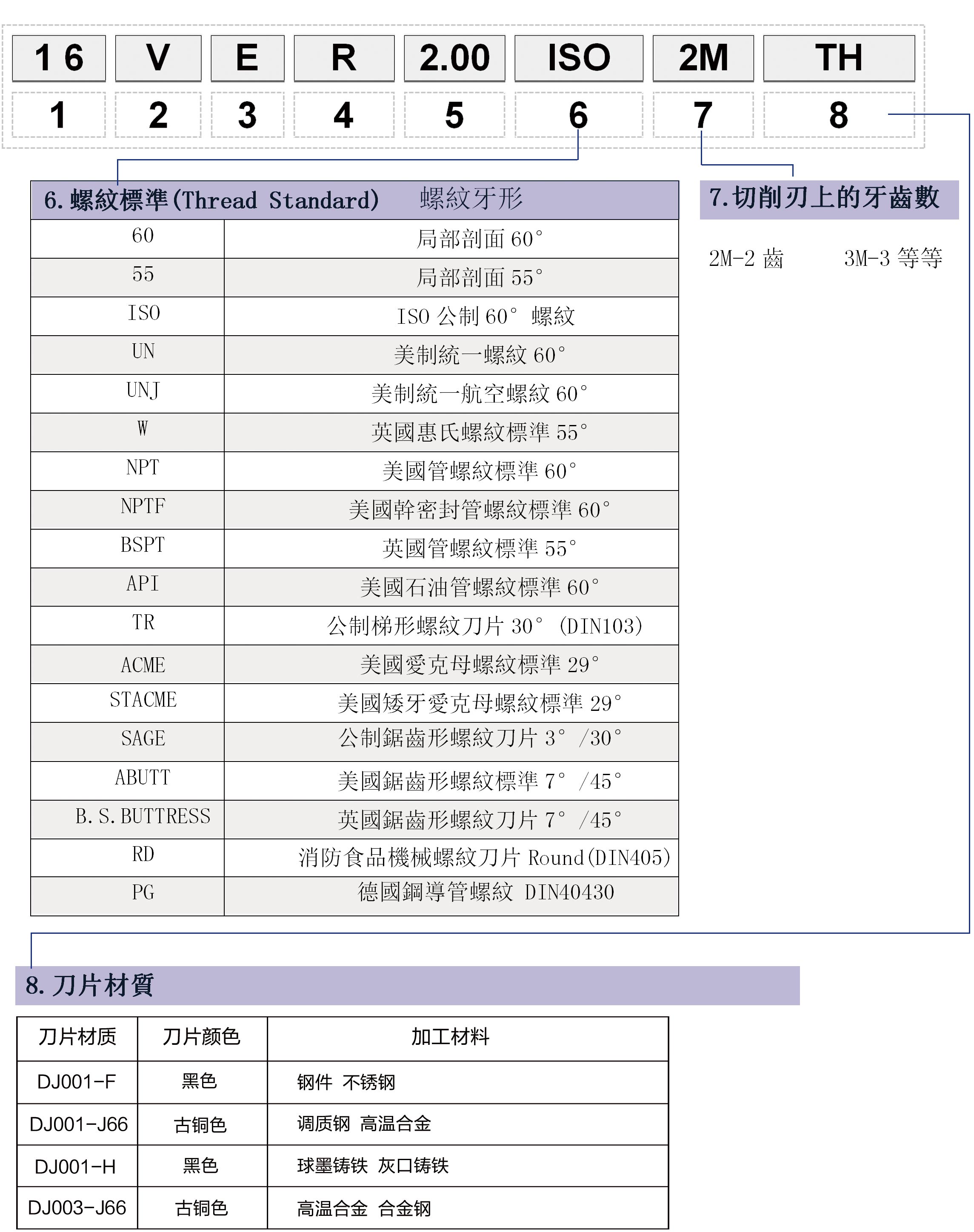
可(kě)转位螺纹車(chē)刀(dāo)片型号编制说明
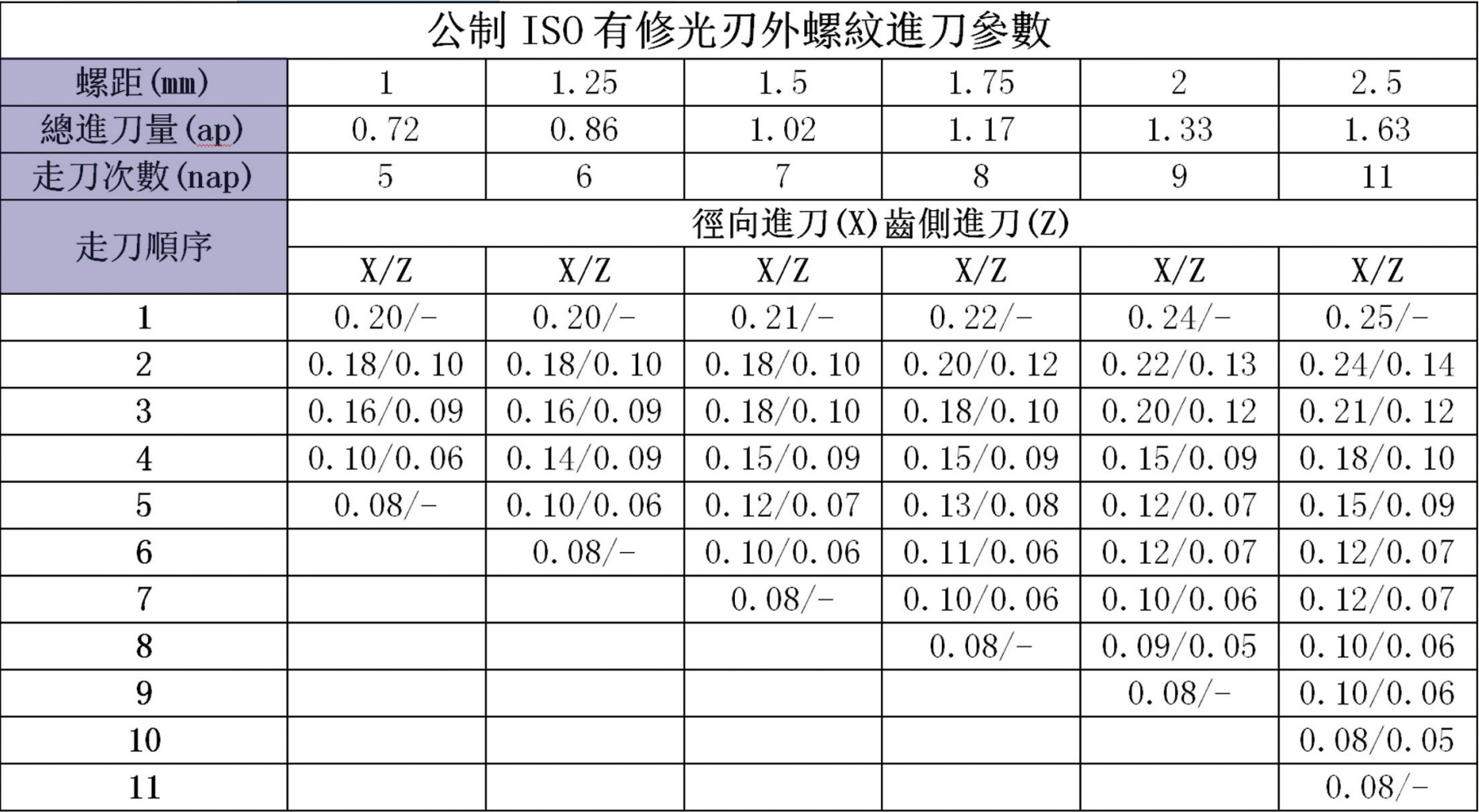
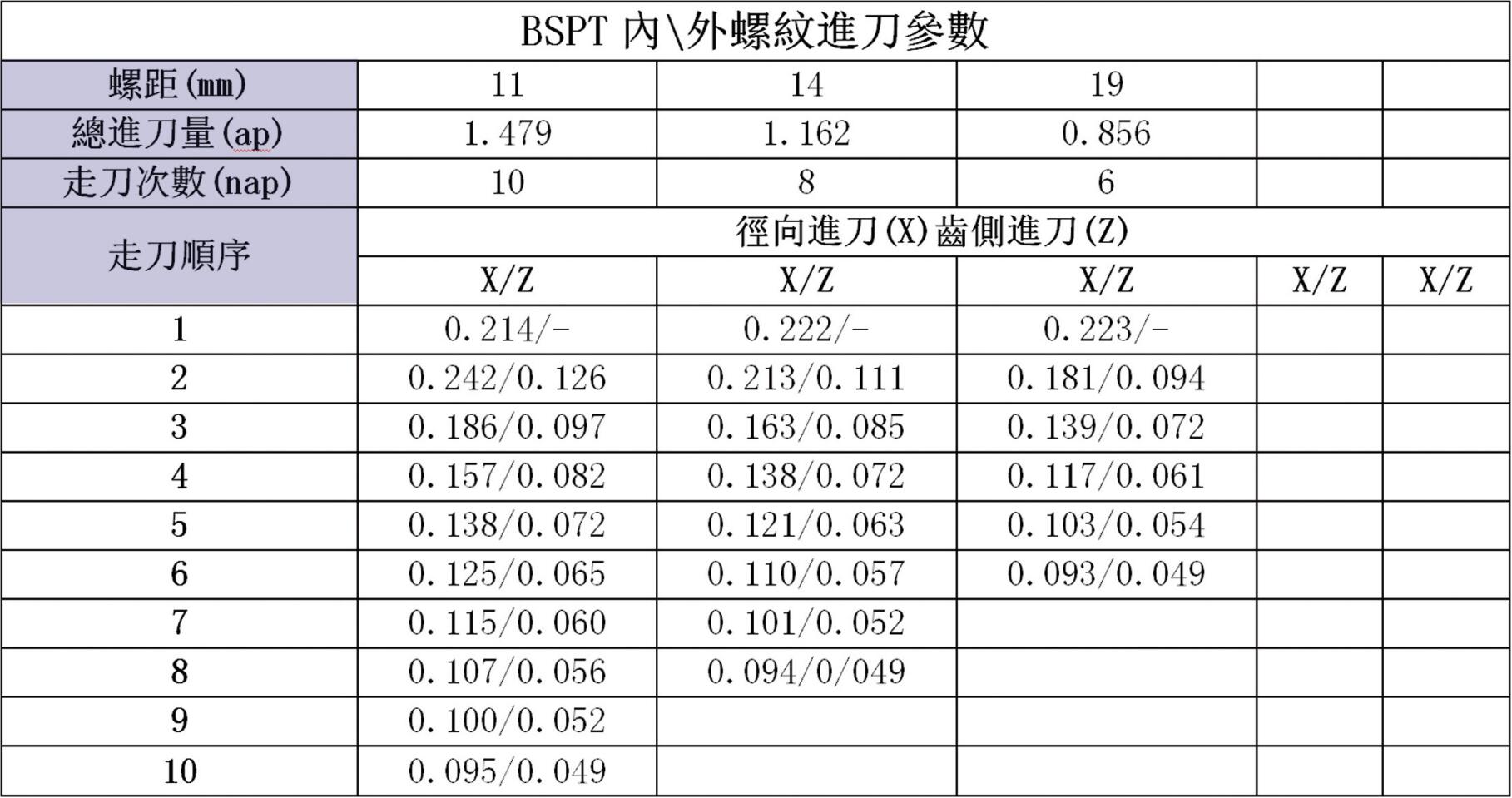
各型号螺纹刀(dāo)片切削参数
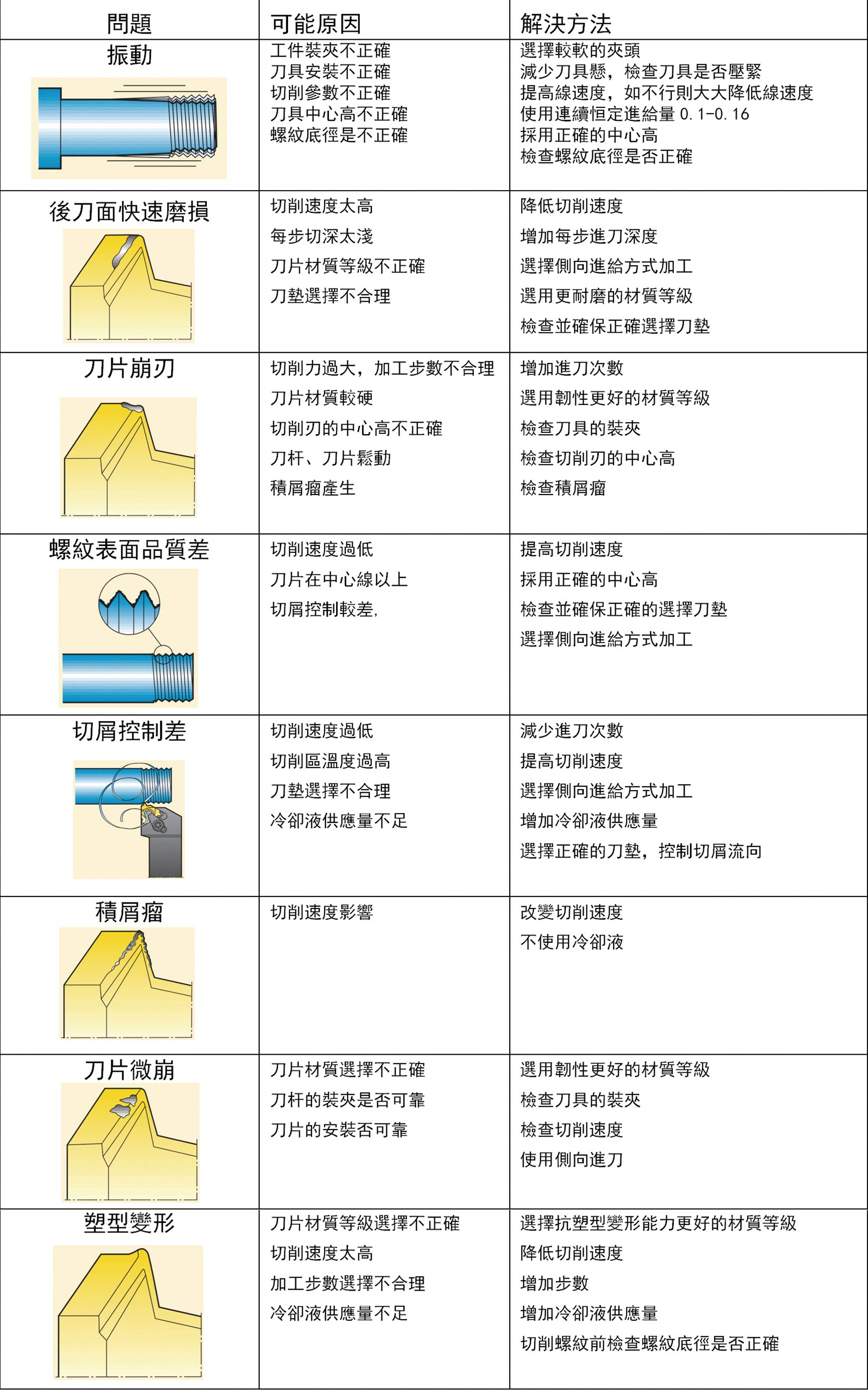
螺纹車(chē)削问题及解决方法





- 东莞市御钻数控科(kē)技有(yǒu)限公司
- 联系電(diàn)话:0769-85812259
- 手机号码:13809824058
- 公司邮箱:该邮件地址已受到反垃圾邮件插件保护。要显示它需要在浏览器中启用(yòng) JavaScript。
网站栏目
关注我们

御钻公众号

技术支持